我们的亳州(当地)钢板卷管大口径钢板卷管全新升级品质保障视频现已上线,它比任何文字描述都能更直观地展示产品的魅力。请点击观看。
以下是:亳州亳州(当地)钢板卷管大口径钢板卷管全新升级品质保障的图文介绍
钢板卷管大口径钢板卷管全新升级品质保障")
山特金属制品有限公司于2016年成立,坐落于美丽的亳州,是一家致力于集销售 异形管、公司,并可根据客户的要求,定做客户所需的 异形管、产品,以满足 异形管、市场需求. 公司以“质量为主,用户满意”的企业宗旨,坚持走”科技兴厂,质量取胜”的道路。以产品的质量,客户的信赖求发展。“科学进取,诚信待人,团结务实,雷厉风行“的企业文化。客户用的开心,用的满意使我们长期以来的方向。
钢板卷管大口径钢板卷管全新升级品质保障")
钢板卷管大口径钢板卷管全新升级品质保障")
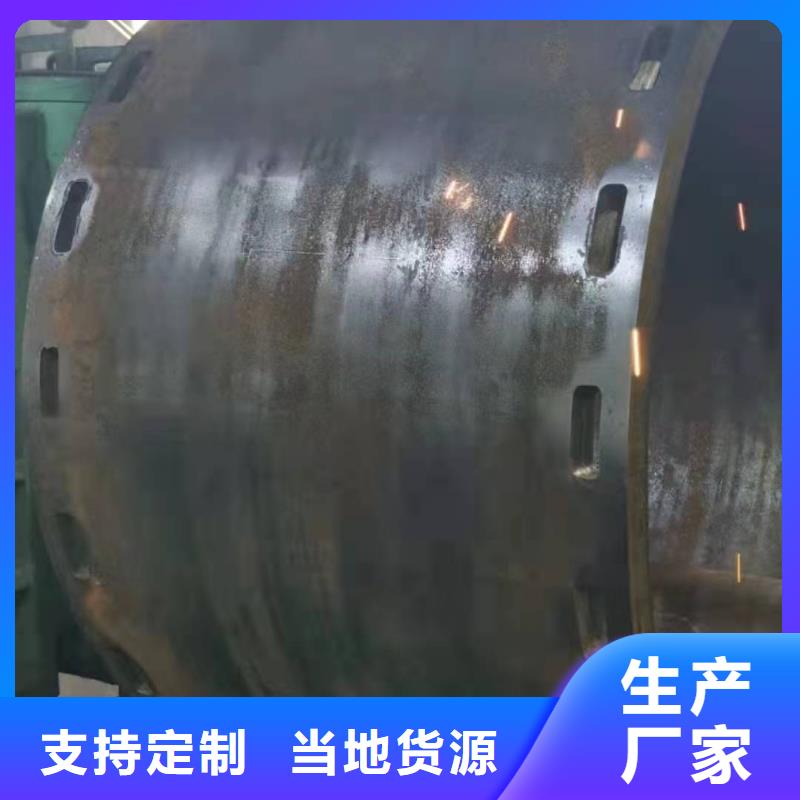
钢板卷管管节的卷制 在卷管加工过程中,应防止板材表面损伤。对有严重伤痕的部位必须进行修磨,使其圆滑过渡,且修磨处的壁厚不得小于设计壁厚。钢板卷管采用一次性成型工艺,卷制时,先将钢板两头压弯,直径应小于卷管直径。然后调整滚床压力,分二到三次卷制钢管。将卷好的管节点焊加固,御下滚床后运往焊接平台施焊。对焊接完的管节进行第二次滚圆,卷管的校圆样板的弧长应为管子周长的1/6~1/4;样板与管内壁的不贴合间隙应符合下列规定: 1对接纵缝不得大于壁厚的10%加2mm,且不得大于3mm。 2离管端200mm的对接纵缝处不得大于2mm。 3其他部位不得大于1mm。 4卷管端面与中心线的垂直偏差不得大于管子外径的1%,且不得大于3mm。平直度偏差不得大于1mm/m。 5焊缝不能双面成型的卷管,当公称直径大于或等于600mm时,宜在管内进行封底焊。
钢板卷管大口径钢板卷管全新升级品质保障")
钢板卷管大口径钢板卷管全新升级品质保障")
钢板卷管大口径钢板卷管全新升级品质保障")
钢板卷筒筒体的制作方法 技术领域: 本实用新型涉及一种钢板卷筒筒体,属于卷筒制造领域,当长度a和深度d均在50mm内时,在裂纹的两端各延长15mm,连同裂纹起用铲削、电弧气刨、砂轮打磨等方法加工成坡口,再用Φ3.2的低氢型焊条补焊,并修磨平整;当其深度d大于50mm或累计长度超过板宽的20%时,除按上述方法处理外,还应在板面上开槽或钻孔,增加塞焊。在卷管加工过程中,应防止板材表面损伤。对有严重伤痕的部位必须进行修磨,使其圆滑过渡,且修磨处的壁厚不得小于设计壁厚。钢板卷管采用一次性成型工艺,卷制时,先将钢板两头压弯,直径应小于卷管直径。然后调整滚床压力,分二到三次卷制钢管。将卷好的管节点焊加固,御下滚床后运往焊接平台施焊
钢板卷管大口径钢板卷管全新升级品质保障")
钢板卷管大口径钢板卷管全新升级品质保障")




 扫一扫
扫一扫